


スコッチウイスキー

ウイスキーがどのようにして作られるのか、その製造工程を追っていきたいと思います。
精麦【モルティング】<大麦 ⇒ モルト>
ワインの原料であるブドウのような果物と違い、穀物をそのまま置いていてもアルコールは発酵しません。
穀物を発酵させるには、まず穀物が持っているデンプンを糖化(デンプンが糖に分解すること)させる必要があります。
ウイスキーを造る場合、まず大麦が発芽する際に生成される酵素の働きによって糖化を行います。
そのためにまず大麦を発芽させる必要があります。
発芽させた大麦をモルト(大麦麦芽)といい、このモルトを造ることを精麦、もしくはモルティングといいます。
収穫した大麦を発芽させてデンプンを糖に分解する働きをもつ酵素を活性化させるのがモルティングの目的です。乾燥時にはウイスキー特有のスモーキーな香りや色もつきます。伝統的な手作業から、現在は機械作業に変わってきています。
元来、精麦は各蒸留所で行っていましたが、現在ではモルトスターとよばれる専門業者に外注するのが一般的となっています。ただしその際には、モルトの乾燥時間やピートの量などを細かく示した各蒸留所のレシピに基づいての発注となります。
ちなみに、1983年に閉鎖したポートエレン蒸留所は、現在モルトスターとして稼動しています。
では以下、モルティングの流れを追っていきましょう。
★ 収穫 → 選別(大麦の準備)
収穫したおおむぎを含水率12%程度にまるまで自然乾燥させ、1~2ヶ月ほど休眠させます。
発芽できる時期になったら、吸水や発芽が均一になるよう、麦粒の大きさを2、3種類に分けます。
★ 浸麦(発芽の下準備)
大麦をスティーブと呼ばれる浸麦槽で、12~16℃の水に浸します。
数時間おいたら水を抜いて空気にさらし、再び水に浸します。この作業をウエット&ドライといいます。
その作業を大麦の含水量が45%程度になって幼芽が出はじめるまで2、3日繰り返します。
★ 発芽を促すためのカクハン(フロアモルティング)
高湿度かつ12~18℃の低温に調整されている発芽室に移し、カクハンしながら大麦に空気を送り込んで発芽を促します。
以前は床に大麦を広げてそれを人がスコップで救い上げてまき散らす作業、すなわちフロアモルティングを行っていましたが、現在は機械で自動でカクハンするのが主流になっています。
そして発芽の長さが麦粒全体の大きさの62~67%程度に伸びるまで、それを一週間程度続けます。
★ 乾燥(発芽をとめる)
乾燥室に発芽した大麦を移し、熱風を当てて乾燥させます。そうすることによってモルトの含水率が4~5%ほどになり、発芽がとまるとともに保存性も増します。
伝統的にはキルンと呼ばれる乾燥塔に入れて、下から無煙炭やピートなどの燃料を燃やしてモルトをいぶして乾燥させ、発芽を止めていました。
ピートとは、食物が枯れて推積し、長い年月を経て炭化した泥炭のことです。スコッチなどに特有のピーティと表現される風味は、このピートによってつけられた香りそのものです。
また、ピートだけで乾燥させると香りが強すぎるため、各蒸留所ではどのタイミングでどれだけの量のピートを焚くかを見極めているのです。
ピート自体、その炭化の進み具合や植物の種類(主にヘザー、もしくはヒースと呼ばれる植物)によってもフレーバーが変わるため、どのようなピートを使うかはウイスキーの味を決定づける大切な要素となります。
ピートをまったく使わず乾燥させたモルトももちろんあります。それによって造られたウイスキーと、ピート香の宿ったモルトで造るウイスキーとを絶妙に混ぜ合わせ、各蒸留所はウイスキーを造っていくのです。
糖化 【マッシング】<モルト ⇒ 麦汁>
大麦のデンプンを糖に変化させて、発酵に必要な麦汁を抽出する工程をいいます。
では以下、糖化の流れを追っていきます。
★ モルトの粉砕
モルトのごみなどを取り除いた後、モルトミルで3種類の大きさに粉砕(ローラーを通して挽く) します。
粉砕されたモルトは粒の大きい順に殻(ハスク)、挽き割り(グリッツ:粗挽き)、粉(フラワー:より細かい粒子) といい、これらを総称してグリストと呼びます。一番粒の大きなハスクには穀皮が多く含まれています。これは麦汁をこすときのろ過材の役目を果たします。
★ マッシュを造る
通常、2:7:1の割合で配合されたグリストは、67~70℃の温水と合わされると、マッシュと呼ばれる粥状の液体に変化します。
20%の殻、70%の挽き割り、10%の粉、この比率が糖化の過程において最大量の糖を抽出するために最適な割りあいなのです。
★ 糖化(マッシング)
マッシュ(麦汁)をマッシュタン(糖化槽)に投入します。
麦芽に含まれる糖化酵素が最も反応する65℃に保ちながら、レイキと呼ばれる熊手状の機械でカクハンすると、デンプンが糖に分解する糖化が始まる。
デンプンが糖に分解されると同時に、大麦に含まれるタンパク質もアミノ酸に分解される。このアミノ酸も、ウイスキーの風味に大いに影響を与える。
★ こし出す
マッシュタンの底部にあるスリット状の板からまず、麦汁(マッシュ)をこし出します。これは一番麦汁で糖度が20%ある濃い麦汁です。
続いて75℃程度の温水をマッシュタンの上部から注ぎ、同じように二番麦汁をこし出します。この麦汁の糖度は5%程度になります。
同じ作業で三番麦汁をこし出しますが、これは糖度が5%にも満たないため、発酵には使用せずに、次回の糖化工程の仕込み水として利用します。
発酵 【ファーメンテーション】<麦汁 ⇒ もろみ>
いよいよ発酵工程に入ります。ここで初めてアルコールが発生します。
発酵とは微生物菌類である酵母が糖を食べて、アルコールと炭酸ガスを生成することです。酵母はそれ以外にもエステル類や酸といった香味成分も造り出します。
麦汁の中には乳酸菌などの微生物も存在していて、それらが酵母と共存・競合して複雑な発酵系を形成します。その結果、多種多様な香味成分が形成され、ウイスキーに厚みをもたせるのです。
【 ウイスキー酵母について 】
現在のスコッチウイスキー蒸留所のほとんどは、酵母製造メーカーからのウイスキー酵母を一種もしくは複数種使用しています。ディスティラリー酵母と呼ばれるもので、ウイスキー造りの特性に合わせて1950年代に開発されました。これらは純粋培養した酵母液を遠心分離してケーキ状の塊にしたものか、乾燥粒状化したドライイーストです。
伝統的にはビール(上面発酵のエール)の酵母を使うのが常でしたが、エールの飲酒量減少に伴う供給量の不足や品質の不安定さもあって、だんだん安定したウイスキー酵母の使用に切り替わってきました。
が、しかし、ウイスキー酵母の単独使用よりも、ビール酵母と併用した方が、香味の複雑化や特性化、ボディ感の充実(豊かな発酵)にとって有意であることが証明されるようになりました。
したがって現在では、その別種類の酵母の併用でウイスキーを造っている蒸留所もあります。
では以下、発酵の流れを追っていきます。
★ 麦汁に酵母を添加
20℃にまで冷やした麦汁をウオッシュバックと呼ばれる発酵槽に移します。
麦汁量の2~5%の酵母(イースト菌) を添加します。酵母の種類によって酒質が変わるため、酵母は各蒸留所によって変わります。
★ 発酵
しばらくすると、ボコボコと激しく泡立ってきます。発酵の始まりでござります。吹きこぼれを防ぐため、上部にあるプロペラ状のヘラで泡をつぶしながら発酵が続けられます。
酵母は糖を食べながら増殖していきます。すなわち糖がアルコールと炭酸ガスに分解されるわけです。
15~40時間ほどで、アルコールや炭酸ガスの生成量がピークとなります。そして温度が30~34℃に上昇し、酵母の増殖が止まります。その後は糖が減って酵母が死滅し始めます
ウイスキーによって異なりますが、だいたい48~72時間かけて発酵が終了し、アルコール度数7~9%のウオッシュ(もろみ)が完成します。
蒸留 【ディスティレーション】<もろみ ⇒ 蒸留液>
アルコール度数7~9%のウオッシュを度数の高い酒にするのが目的です。
一気圧のもとでは水の沸点100℃に対してアルコールの沸点は78.325℃と低いです。したがってウオッシュを加熱すると中のアルコール分が先に気化します。それを冷やして抽出するとアルコール度数の高い液体が得られるのです。
それらの工程を行うが蒸留器です。蒸留器には単式と連続式がありますが、スコッチウイスキーには単式蒸留器(ポットスチル)を使用します。
単式蒸留器による蒸留はスコッチのほかアイリッシュやジャパニーズウイスキーなどにも使用されます。連続式蒸留器よりも精製度は低いゆえ、風味がより多く残るのが特徴です。ヘビーラムの製造にも使われます。蒸留器の大きさや形状によって酒質が変わります。
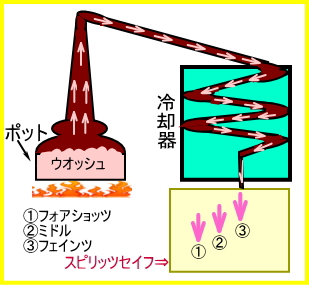
ポットと呼ばれる本体部分にウオッシュを充填し、下部から加熱して沸騰させます。ウオッシュ中の気化したアルコールが冷却器によって液体に戻されます。
スコッチウイスキーは二回の蒸留が基本です。一回目の蒸留を初留、二回目を再留といいます。
初留時で得られるアルコール度数は20~25℃、再留時になるとアルコール度数は65~70℃まで上がります。
単式蒸留の再留にできる蒸留液は流れ出る順に、フォアショッツ、ミドル、フェインツという名称にわかれていて、使われるのはミドルの部分だけです。これを見極める透明の箱のような装置をスピリッツセイフと言います。そうして得られた出来立てのウイスキーの赤ちゃんをニューポットといいます。
熟成 【マチュレーション】<蒸留液 ⇒ ウイスキー>
蒸留したてのニューポットは、無色透明で刺激の強い荒々しい酒です。これを風味豊かなまろやかなウイスキーという液体に育てあげるのが樽熟成の工程になります。
一般的には65~70℃とアルコール度数の高い液体を加水して63℃程度まで度数を下げてから樽に詰められて、熟成庫(ウェアハウス)で貯蔵されます。
熟成期間は数年から十数年、長いものでは30年以上の熟成期間を得ます。この期間がウイスキー造りにとっては最も重要です。
ではその長い長い熟成の間、樽の中ではいったい何が起こっているのでしょう。
| 1. | まず、長期間寝かせることで、若く雑な不快ともとられる荒々しい香味成分が取り除かれ、深みのある上品な酒質に変化していきます。 |
|---|---|
| 2. | 次に、樽の材質から香り成分であるバニリンやタンニンなどのポリフェノール、色素成分などが溶出し、さまざまな風味や色がついていきます。 |
| 3. | そして、アルコールと水の分子が結合して、円熟や旨味が付加されます。 |
| 4. | さらに、樽が呼吸するなどと表現されるように、樽内の液体を蒸発させつつ、まわりの空気を取り込んだ液体はさらに深みを増します。これは天使が樽内のウイスキーを飲み、その飲んだ分だけおいしくなるという表現をされ、エンジェルズシェア(天使のわけまえ)と呼ばれています。エンジェルズシェアはスコッチの場合、年平均2~3%減るといわれています。20年熟成させれば、半分は天使に飲まれてしまうということですね。 |
バッティング & ブレンディング
熟成を終えたウイスキー原酒は樽ごとにその味に違いがあります。そこで、複数の樽を混ぜて品質を一定にします。その作業をヴァッティングといいます。シングルモルトは、同蒸留所内で複数の樽をヴァッティングさせたウイスキーです。
それに反して、あえてヴァッティングせずにひとつの樽だけで瓶詰してしまうシングルカスクというウイスキーもあります。シングルカスクには樽ナンバーや、たとえば26/1000といったようなロットナンバーなどが記載されていることが多いです。
また複数の蒸留所のモルト原酒を混ぜる場合もあります。これはヴァッテッドモルトもしくはブレンデッドモルトとよばれます。
ヴァッティングしたモルト原酒にグレーンウイスキーを混ぜ合わせることを、ブレンディングといい、そうしてできたウイスキーをブレンデッドウイスキーといいます。
そうして混ぜ合わせたウイスキーは再び樽に詰めて数か月~2年ほど寝かせます。これを後熟もしくはマリッジといいます。
瓶詰め【ボトリング】
まず、出来上がったウイスキーを熟成樽から取り出し、フィルターにかけて不純物を取り除きます。その後、加水して度数調整をするのが一般的な流れとなります。
通常ウイスキーのアルコール度数の調整は40~43%が一般的ですが、中には加水せずにそのまま瓶詰めする場合もあります。そういう樽出しの原酒をカスクストリングスと呼び、ボトルのエチケット(ラベル)に樽ナンバーや出荷番号などを記す場合もあります。
また、ウイスキーの中には低温になると(オンザロックなどで冷やされた場合など) 白濁する成分が含まれています。そのため、一度ウイスキーを0℃近くまで冷却したのちにろ過するという工程を経ることがあります。これをチルフィルタリングと言います。
逆にチルフィルタリングをせずに度数だけを46%以上にするノンチル(ノン・チルフィルター)というウイスキーもあります。これは、46%以上に度数を調整すると白濁しにくいとうスコッチウイスキーの性質を利用したものです。
★ グレーンウイスキー ★

グレーンウイスキーは連続式蒸留機で蒸留して造られます。すなわち連続式蒸溜機の誕生イコール、グレーンウイスキーの誕生ということになります。
グレーンウイスキーが造られたことによって、当時のウイスキー界には大変革が起こりました。それまで個性的なスコッチモルトはあまり人気がなく、せいぜい地元で飲まれる程度のものだったそうです。それが軽やかで癖のないグレーンウイスキーとブレンドすることで口当たりをなめらかにし、モルト・ウイスキーの強い個性を柔らげました。そうしてブレンデッドスコッチウイスキーは、爆発的に世界へと広まっていったのです。
トウモロコシや小麦、ライ麦などの穀物(グレーン) を使用して高アルコール度のスピリッツの大量生産が可能になったため、グレーンウイスキー造りはまたたく間に本格化しました。
グレーンウイスキーの製法
粉砕
主原料は発芽させていない小麦やトウモロコシです。それらをハンマーミルで細かく粉砕します。モルト・ウイスキーと違って仕込みでろ過をして固形分を分離する事がないので、粉砕粒度は細かくてかまいません。
糖化
粉砕した小麦やとうもろこしは水を加えて巨大な圧力釜でクックされます。2時間程度でクッキングが終了すると、温度を67℃程度に下げ、同じく粉砕した麦芽を加えます。
発芽させていない穀類にはデンプンを糖分に変える糖化酵素が含まれていないので、酵素力の強い麦芽(モルト) を15-25%使用して原料穀類中のデンプンを糖化させるのです。
発酵
糖化が終了すると温度を18~2℃に下げ、酵母を加えて発酵させます。。発酵は3日くらいで終了し、アルコール分が8%程度のもろみになります。
発酵終了時のアルコール度数は蒸留所によって7~11%と差があります。カフェスチルでなく段数の多いモダンスチルを使用している蒸留所では構造上、アルコール分を11%程度まで高めることが可能です。
蒸留
蒸留にはカフェスチルや、いくつかの蒸溜所ではモダンスチルが使われています。カフェスチル構成はモロミ塔と精留塔の2塔で、モダンスチルでは別の機能をもった塔が1~3塔追加されています。
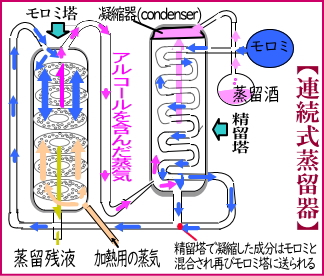
醗酵の終了したもろみはまずもろみ塔へ入ります。もろみ塔の役割はもろみからアルコール分を回収することです。
モロミ塔の塔頂から余熱されたモロミを棚に送り込み、同時に下部から上部へ蒸気を送り込みます。棚には指くらいの大きさの穴が多数開けてあり、下から熱い蒸気が通り抜けてくるのです。そしてこの蒸気によって加熱されたモロミ中の揮発性成分(アルコール成分) が取り出され、冷却されて留出液(液体) に戻り、精留塔に入ります。そして新たなモロミと混合されて再びモロミ塔に送られ、またもや高温の蒸気で加熱され、再度蒸発することで度数を高めていきます。精留塔とモロミ塔での、この蒸発と凝縮を繰り返す、いわゆる分留が繰り返し行われる事で、塔の上部まで上がってきた蒸気中のアルコールは数十%まで高められます。そうしてアルコール濃度が94%以上になったところで製品として塔から取出されます。高濃度まで蒸留するため香味成分が少なく、くせがとれた蒸留液が造られるのです。反対にアルコール分がゼロになったモロミは蒸留残液として塔の下から排出されます。
グレーン・ウイスキーの成分
蒸溜で起こっていることは、モロミからのアルコールの分離と濃縮だけではありません。アルコール分以外の多数の成分は良い風味を与えたり不快さも与えたりするため、その蒸発のしやすさに応じて除去、または濃縮されます。すなわち抽出されたスピリッツ中にはアルコール以外の成分も適量含まれていることが大切なのです。
グレーン・ウイスキーはモルト・ウイスキーにくらべて軽い風味が特徴です。グレーンに含まれている通常成分を分析してモルトとくらべてみると、その成分数はうんと少なく、又濃度も低いことがわかります。
ただし、極度に精留してアルコール以外の成分を完全に除去したウオッカやジンのベーススピリッツに比べると相当色々な成分が含まれていて、グレーンもウイスキーのそれ相応の風味をもっていることもわかります。
グレーン・ウイスキーのこの軽やかさや柔らかな風味が、ブレンドのベースとして極めて優れた特性なのです。
![]()